河南信義アルミの変圧器用
アルミ箔・条・コイル製造プロセス紹介
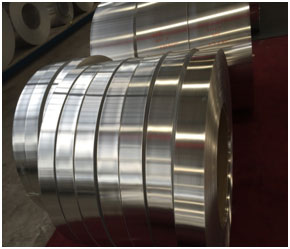
先ずは、純アルミニウムインゴットを溶融し、鉄、シリコン、マンガン、マグネシウム等の母合金を用いて他の元素と合金化されている。物質を分析し、脱気し、濾過し、転送時に、達成される正確な組成物を保証するために調整されて形成するブロックを鋳造します。それから、厚板端の側と両側をこぎりで削ります。
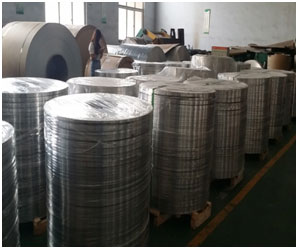
次は、鋳造したアルミコイルは厚さ7mmをもとめ厚さに圧延します。注文通りのp幅さをスリットします。スリットの間で表面品質を監視します。表面品質を保護するために紙を挟みます、コイルをロール巻と配送の時摩擦を防ぎます。
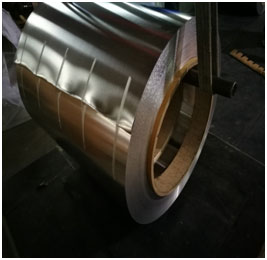
河南信義アルミが製造の変圧器巻線用のアルミ箔・条・コイルは下記の特徴があります。
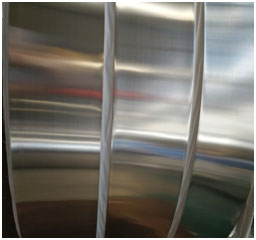
*綺麗な表面品質
表面キズ、油の汚れ、へこみ、インクルージョン、傷、汚れ、酸化物の変色、破損、腐食、ロールマーク、汚れの縞および使用を妨げる他の欠陥がないことにします。
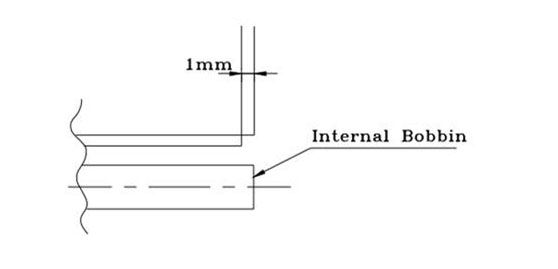
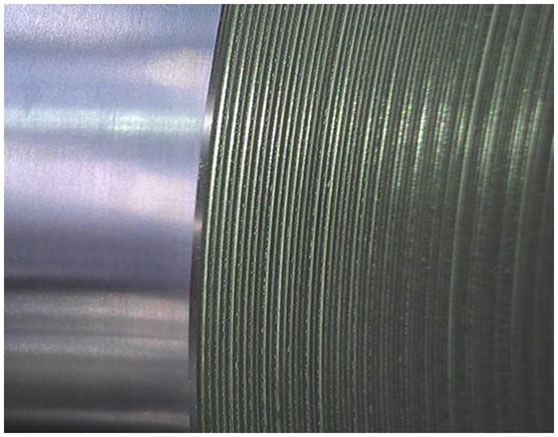
*ロール巻ズレなし
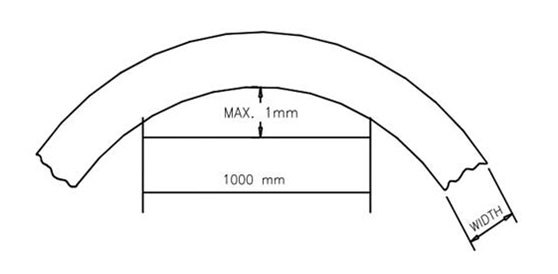
アルミホイルストリップ(積層)の巻線の間。完璧側面フライスを保ち、層によって対称性を維持しなければなりません。
下の図に提示されるような正面フライス加工の位置合わせの最大許容値は、1mmでなければなりません。
*波と横方向の曲率
アルミコイルには曲げ、横うねり許可されません。コイルをキレイに巻上げます、巻ズレなどを注意します。
ストリップは表5の横方向の曲率の許容範囲(下図参照)。
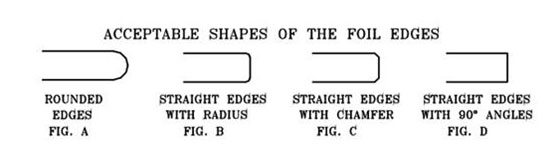
* エッジ(端部)形状
アルミコイル切断面の両端にはバリを出ないように特別処理します。絶縁材料がアルミ材料の上に組み立てられたと破れなくて安全に仕上げできますし、変圧器製品を長く使えることもできます。
signiアルミストリップの端側の仕上げは、以下の図の要件を満たさなければなりません。そして、品質レベルはAからDに減少しました。“D”のような形は最小の許容可能な品質です。
SIGNIアルミニウムが以下のようなホイル端側形状仕上げを認めます。
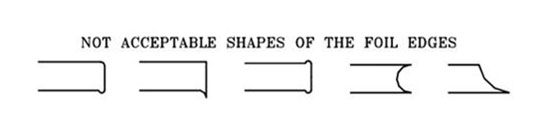
SIGNIアルミニウムが以下のようなホイル端側形状仕上げを認めません。
*導電性20 ℃での電気伝導率
各購入注文についてEN10204-3.1Bによる材料証明書を供給されています。これは、少なくとも以下のテストを提示しなければなりません。
•外観検査
•化学組成(アルミ純度の確認)
•電気伝導性
•機械的性質(引張および曲げ試験)
•硬度測定
河南信義アルミニウムは毎回の出荷に厳しく検品いたします。
当社の検品報告書を添付のPDFをダウンロード可能で、ご参考して下さい。